Как и с какво да варите титанова лопата у дома
Лопатата е незаменима част от оборудването в арсенала на всеки собственик на земя. Титановите модели са много издръжливи и имат други важни предимства. Въпреки това, понякога с повишено натоварване на байонета металът може да се спука. Нека да разберем как да варим лопата изработени от титан и какво да имате предвид в процеса.

Съдържанието на статията
Характеристики на заваряване на титан
Заваряемостта на този метал се влияе от няколко фактора. На първо място, титанът има силна химическа реакция към газовете във въздуха, включително азот, кислород и водород. Също така е важно металът да има по-голяма склонност към растеж на зърна, когато температурата надвишава 800 градуса.
Ако титанът се нагрее до 350 градуса, той започва активно да абсорбира кислород. В резултат на това на повърхността (в зоната на заваряване) се образува филм, чийто цвят варира от жълто до лилаво, постепенно преминавайки в бяло.
Нагряването до 500 градуса води до увеличаване на якостта и твърдостта на метала. Пластичните му свойства обаче намаляват.
Взаимодействието на титан и водород води до вредно явление - водородна крехкост. Допринася за повишена крехкост на материала. След като титанът се охлади, заварената част пада след известно време.
Увеличаването на количеството зърно поради излагане на високи температури намалява якостта на метала. Струва си да се помни, че титанът има висока точка на топене. Когато работите с него, трябва да използвате много мощен концентриран източник на топлина.
При заваряване шевът трябва да бъде защитен от двете страни. Особено внимание се обръща на подготовката на ръбовете. Не е необходимо да го затопляте дълго време. При заваряване на титанова лопата е необходимо внимателно да се следят температурните условия. За да защитите метала в работната зона, се препоръчва използването на специални флюсови съединения. Металните облицовки също ще работят. Могат да се използват газови възглавници. За създаването им се използват опаковани камери.
В процеса на коригиране на дефекти на лопата трябва внимателно да спазвате предпазните мерки. Трябва да работите изключително внимателно.
Необходими материали и оборудване за заваряване на титанова лопата
Процесът ще изисква:
- Машина за заваряване. Трябва да поддържа TIG режим. Трябва да има горелка.
- Цилиндър, пълен със защитен газ. Подходящи са хелий, аргон или смес от двете.
- Волфрамови електроди, които не се топят.
- Пълнежна тел.

Подготовка за заваряване у дома
За да подготвите метала за заваряване, е необходимо да обработите краищата на зоните, където ще се извърши процесът. Не забравяйте да премахнете металния слой с високо съдържание на кислород и азот. Наличието на тези частици в работната зона ще доведе до влошаване на свойствата на образувания шев. Крехкостта на метала ще се увеличи.
Ако заготовките имат дебелина не повече от 4 mm, можете да направите, без да режете ръбовете по време на заваряване. В други случаи се извършва при поддържане на ъгъл на отваряне от 60 градуса.
Също така е необходимо да се защити коренът на шева и работната зона от обратната страна. Дори ако лечението не достигне до противоположната страна. Наистина, когато титанът взаимодейства с газове от околния въздух, реакцията започва веднага щом температурата достигне 300 градуса.
За защита на шева от обратната страна се използват подложки от стомана или мед. Те трябва да бъдат монтирани плътно. Можете също така да използвате издухване с аргон, насочено в специални жлебове или вътре в конструкцията.
Ако процесът може да се извърши без защита на вътрешната страна на шевовете, тогава трябва да се направят прекъсвания, за да се позволи на повърхността да се охлади. Самите шевове трябва да са къси, не повече от 20 mm.
Метод за заваряване на титанова лопата с неконсумативен електрод (TIG метод)
TIG е технология за заваряване, която използва електрод на основата на волфрам под защитата на инертни газове. Сърцевината му се счита за нетопима. Това е ръчно дъгово заваряване - между електрода и детайла се образува дъга, а от горелката идва защитен газ. Добавките се доставят ръчно. Електродът се заточва под ъгъл 45 градуса. Токът трябва да се поддържа в рамките на 100 ампера.
Продукти с дебелина до 1,5 mm могат да бъдат съединени в челно без използване на добавки. В други случаи пръчката се захранва. Добавката трябва да има състав, подходящ за сплавта на работната зона. Преди започване на процеса, той трябва да се закали във вакуум. Това ще премахне водорода. Запечатана, добавката ще запази свойствата си максимум 5 дни.
За извършване на работата е необходим ток с постоянна полярност, чието напрежение достига 15V. Електродът трябва да бъде насочен към повърхността под определен ъгъл - 70–80°. Добавката се подава перпендикулярно на оста на електрода.
Снимката по-долу показва местоположението на електрода и добавката при TIG заваряване на всеки титанов продукт.
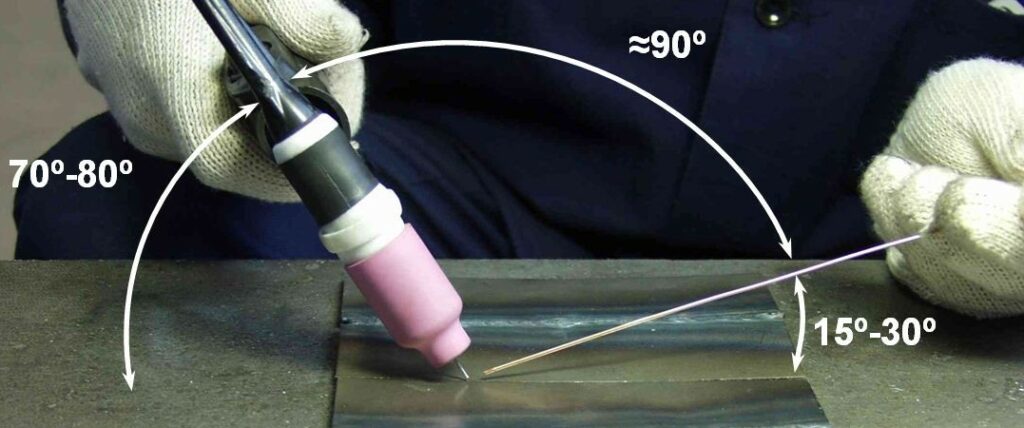
Оформянето на шева трябва да се извършва с прецизни движения. Докато работната зона се охлади напълно, се препоръчва да издухате аргон върху шева. Процесът трябва да се извършва изключително внимателно.





Счупих 2 бр. Това са лоши лопати, не вярвайте на никого. Те са като играчки. И ако почвата е много лека, тогава те копаят там с вила.